

Jeśli wiesz wszystko na temat przemysłowego prasowania żelazkiem, nie czytaj. Pomyśl, czy nie warto przekazać tego tekstu innym zainteresowanym. Jeśli jednak odczuwasz brak fachowej wiedzy, a chcesz prasować efektywnie i efektownie – ten artykuł jest dla Ciebie. Po lekturze zaoszczędzisz siły, a środki będziesz wydawał bardziej celowo.
Celem prasowania jest nadanie odzieży pożądanego wyglądu, a sztuką osiągnięcie tego celu przy użyciu minimum czasu i środków. Tendencje mody zmierzają w stronę tzw. miękkiego wykończenia. Oznacza to, że odzież musi mieć świeżą, lekką i przestrzenną formę.
Dlatego podstawowe zasady prasowania to:
- najważniejsza, choć paradoksalna: Prasuj jak najmniej!
- ekonomiczna i estetyczna: Unikaj poprawek, które odbierają odzieży świeżość.
Oznacza to, że prasowana odzież nie powinna być poddawana nadmiernemu maltretowaniu. Tylko prasując lekko i modnie zapewnisz sobie atrakcyjny wygląd Twoich produktów, a w konsekwencji...
Klient ma zawsze wybór i nie sięga po marnie wyglądający ciuch. Powinieneś o tym pamiętać nie tylko jako właściciel firmy odzieżowej. Prasując dobrze – uszlachetniasz wspólne dzieło wielu osób. Prasując źle – niszczysz wysiłek innych i marnujesz własną energię. Produkcja odzieży to gra zespołowa, w której najważniejsza jest odpowiedzialność i świadomość wszystkich. Tylko wówczas Twoja firma ma szansę na dobrą sprzedaż i utrzymanie Twojego miejsca pracy.
Prasowanie polega na nagrzaniu materiału (tkaniny lub dzianiny) w celu zmiany struktury włókna. Większość włókien wymaga przy tym nawilżenia. Odpowiednie oddziaływanie:
- temperaturą żelazka (nagrzewanie)
- parą (nawilżanie)
- żelazkiem (nacisk)
- odsysaniem lub nadmuchem stołu (chłodzenie)
...pozwala na żądane uformowanie prasowanej odzieży i, co równie istotne, utrwalenie efektu prasowania.
Przed prasowaniem warto, jeszcze na etapie konstruowania modelu, sprawdzić właściwości konfekcjonowanego materiału wierzchniego, montowanych dodatków, a nawet nici. Na osiągnięcie końcowego, estetycznego efektu największy wpływ mają:
- kurczliwość pod wpływem temperatury i pary wodnej
- graniczna temperatura trwałego odbarwienia
- podatność na wybłyszczenia i zaplamienia
Parametry te muszą być przede wszystkim uwzględnione podczas tworzenia szablonów i ustalania technologii montażu, a także podczas prasowania. Po dokładnym poznaniu właściwości surowców, z których wykonuje się odzież, można za pomocą odpowiedniego prowadzenia procesu prasowania uzyskać efekt "wdawania" lub "rozbijania" poszczególnych elementów. W ten sposób można poprawić np. układalność rękawów, funkcjonalność nogawek spodni itp.
Myślenie o właściwościach konfekcjonowanych materiałów dopiero na etapie prasowania jest działaniem mocno spóźnionym, a w przypadku produkcji wielkoseryjnej, może doprowadzić nawet bezpośrednio do klęski. Oczywiście przy odrobinie szczęścia można wyprodukować żakiet, spódnicę czy płaszcz bez utraty czasu na żmudne testy, jednakże najczęściej później traci się go znacznie więcej na mozolne upychanie miernej produkcji, sztuka po sztuce, w przydrożnych sklepikach. Osiągnięcie najlepszych efektów prasowania wymaga dokładnego poznania właściwości surowca i wymagań modelu ubioru. Warunkiem efektywnego prasowania końcowego jest staranne rozprasowanie szwów, zaszewek, zaprasowanie krawędzi, dokładne przyklejenie włóknin nośnych w fazie montażu poszczególnych elementów. Dobre prasowanie międzyoperacyjne jest niezbędne dla uzyskania wysokiej jakości w produkcji odzieży wierzchniej.
Odzież wysokiej klasy nie jest dziełem przypadku ani szczęścia, to przemyślana od początku (projekt) do końca (marketing) robota.
Rynkowy sukces produktu zależy "tylko" od: projektu, użytych materiałów, niepopełnionych kompromisów, zastosowanych technologii, zachowania reżimu jakościowego, reklamy i dystrybucji. Jak widać, produkcja dobrej jakościowo odzieży to nie jest robota dla wygodnych dyletantów.
Czym prasować?
Żelazko elektryczno-parowe do rozprasowywania szwów:
DUE-N
Specjalne, wąskie żelazko do rozprasowywania szwów. Otwory parowe umieszczone liniowo na środku stopy powodują, że para szukając ujścia, rozkłada zszyte warstwy materiału. Maksymalizuje wydajność stanowisk do rozprasowywania szwów. Zintegrowana ze stopą grzałka 600 W, waga tylko 1,3 kg, uchwyt z naturalnego korka, bimetaliczny regulator temp.

Żelazka elektryczno-parowe uniwersalne:
JOLLY P+GUARD
Bardzo trwałe, sprawdzone, przemysłowe żelazko wysokociśnieniowe. Zintegrowana ze stopą grzałka 800 W, waga 1,7 kg, uchwyt z naturalnego korka, osłona przeciwoparzeniowa, bimetaliczny regulator temperatury, zabezpieczenie termiczne.

STEAM MASTER
Żelazko o specjalnej konstrukcji stopy grzejnej. 32 komory parowe produkują wysokiej jakości, suchą parę, nawet przy wydłużonych przewodach i niskiej temperaturze prasowania. Seryjnie wyposażone w przewody (elektryczny i parowy) o długości 2,7 m, można jednak stosować nawet 5 m. Grzałka 800 W (230 V, 50 Hz), trwała konstrukcja korkowego uchwytu, bimetaliczny regulator temperatury, wielorazowe zabezpieczenie termiczne, osłona przeciwoparzeniowa, waga 1,7 kg.

1990 ROUNDED
Ergonomiczne, przemysłowe żelazko wysokociśnieniowe o specjalnej zaokrąglonej stopie. Idealne do prasowania podszewki. Po podłączeniu do źródła pary (dowolna wytwornica lub centralna para) uzyskujesz najwyższą, przemysłową jakość prasowania. Moc grzałki 800 W. Dzięki łagodnie zaokrąglonej stopie może służyć również do prasowania podszewki na sucho. Stosuje się je bez stopy PTFE.

HE KOMPLET
Ergonomiczne, przemysłowe żelazko wysokociśnieniowe. Elektroniczna regulacja temperatury zapewnia bardzo małe odchylenia od nastawionych wartości, co jest szczególnie ważne podczas prasowania delikatnych materiałów. Grzałka 1.250W, waga 1,5 kg, wygodny uchwyt, osłona przeciwoparzeniowa, bezpiecznik termiczny. Anodowanie podwyższa twardość i odporność termiczną powierzchni stopy żelazka.

Żelazka elektryczne suche, do podszewek:
JOLLY S
Specjalne, bardzo trwałe, suche (nie parowe) żelazko przemysłowe. Idealne do prasowania podszewek z zastosowaniem delikatnego zraszania mgiełką wodną. Zintegrowana ze stopą grzałka 800W, waga 1,7 kg, uchwyt z naturalnego korka, bimetaliczny regulator temperatury, zabezpieczenie termiczne.

1990 ROUNDED/DRY
Ergonomiczne, suche [nieparowe] żelazko przemysłowe o specjalnej, zaokrąglonej stopie. Idealne do prasowania podszewki w wyrobach gotowych, z zastosowaniem delikatnego zraszania mgiełką wodną. Uwaga: do prasowania podszewek w gotowej odzieży nie stosuje się żelazek parowych. Żelazka suche można stosować również do podklejania flizeliną małych elementów (bardziej zamożnym do podklejania polecamy jednak klejarki pozwalające uzyskać wyższą jakość). Moc grzałki 900 W (230 V, 50 Hz), wygodny uchwyt, bimetaliczny regulator temperatury, waga 1,7 kg. Stosuje się je bez stopy PTFE.

Temperatura
Jest najważniejszym parametrem prasowania. Dzięki niej następuje zmiękczenie włókna, niezbędne do uformowania prasowanej odzieży. Musi być odpowiednia. Zbyt niska nie da efektów, zbyt wysoka zniszczy produkt. W tabeli znajdującej się pod koniec tego artykułu podajemy zakresy temperatur zalecane do najczęściej prasowanych materiałów. Często regulatory temperatury w żelazkach nie mają oznaczeń w stopniach C , co zdecydowanie utrudnia właściwe ustawienie. Dla ułatwienia informujemy:
| • • • • • • |
= = = |
110°C 150°C 200°C |
Należy pamiętać, że tzw. bezwładność termiczna bimetalicznego regulatora temp. może wynosić nawet +/- 15°C. Czyli nastawiając temperaturę 200°C w rzeczywistości uzyskujemy wahania od 185°C do 215°C. O wiele bardziej precyzyjne w tym zakresie są żelazka elektroniczne +/- 3°C. Nadają się więc lepiej do wrażliwych materiałów.
Jak zwiększyć efektywność żelazka?
Olbrzymie zróżnicowanie surowców do produkcji odzieży, tak zwane trudne materiały, wymuszają dodatkową ingerencję w sposób funkcjonowania żelazka przemysłowego. Konieczność uzyskania suchej, przegrzanej pary przy zachowaniu niskiej temperatury prasowania lub odwrotnie, potrzeba pary wilgotnej przy wysokich temperaturach prasowania są wbrew fizyce. Obrazuje to krzywa zależności jakości (wilgotności) pary od temperatury żelazka. Jak widać na schemacie odpowiednie parametry prasowania syntetyków lub bawełny nie są wynikiem prostej zależności: temperatura/para. Dlatego należy stosować dodatkowe elementy regulacyjne.
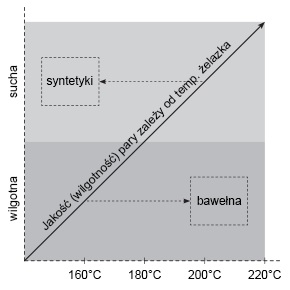
Najprostsze i najbardziej skuteczne są w tej roli nakładki na stopy żelazek, zwane również stopami PTFE lub inox (stal nierdzewna). Obniżają one temperaturę prasowania. Na przykład: nastawiając żelazko na temperaturę 200°C uzyskujemy stosunkowo suchą parę niezbędną do prasowania poliestrów, a temperatura styku z materiałem – dzięki zastosowaniu stopy PTFE – jest niższa o 40°C i wynosi bezpieczne dla poliestru 160°C. Odwrotny problem dotyczy prasowania bawełny. Potrzebujemy temperaturę styku w granicach 220°C, przy zachowaniu wysokiej wilgotności pary. Jest to trudne. Można "posłużyć się sztuczką" i np. dla podwyższenia wilgotności wydłużyć przewody: żelazko – źródło pary, jednocześnie stosując stopę (nakładkę) typu inox, która bez podkładek dystansowych dobrze przenosi temperaturę. Stopy inox są wyposażone w podkładki dystansowe. Stosując je oddalamy stopę żelazka od prasowanego materiału – czyli obniżamy temperaturę prasowania utrzymując jakość pary na niezmienionym poziomie. Producenci wyposażają stopy inox najczęściej w niewystarczającą ilość podkładek dystansowych. Można je wykonać samemu z odpornego na temperaturę tworzywa i stosować również do stóp PTFE.
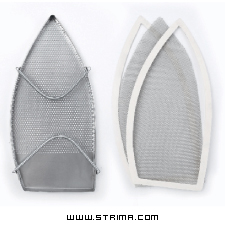
Przeciwpołyskowe stopy PTFE z aluminiową ramką:
- chronią materiał przed wybłyszczeniem i przypaleniem
- obniżają temperaturę zetknięcia z materiałem o około 40°C
- umożliwiają uzyskanie suchej, przegrzanej pary przy stosunkowo niskich temperaturach prasowania
- ułatwiają równomierne rozproszenie pary
- chronią stopę żelazka

Stopy ze stali nierdzewnej tzw. inox:
- przenoszą dobrze temperaturę żelazka na prasowany materiał (bez wkładek dystansowych)
- po zastosowaniu wkładek dystansowych umożliwiają korygowanie wilgotności pary w stosunku do temperatury prasowania
- dzięki dodatkowej siatce, znakomicie rozpraszają parę pod całą powierzchnią żelazka
- gwarantują znakomity poślizg i gładkość prasowania
- chronią stopę żelazka
Na czym prasować?
Odpowiedni dobór stołu prasowalniczego i prasulców jest bardzo ważny dla wydajności i jakości prasowania. Najważniejsze, ze względu na przydatność, to:
Stoły uniwersalne

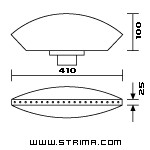
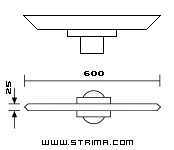
PRIMULA FLEX 1365 kpl. – uniwersalny, o prostokątnej powierzchni prasowania (135 x 65 cm), do prasowania międzyoperacyjnego oraz do dużych płaskich powierzchni.

PRIMULA FLEX 1242 kpl. – uniwersalny, o powierzchni prasowania typu deska (120 x 42 cm u nasady), do prasowania końcowego, szczególnie przydatny do żakietów, bluzek, spódnic i innej odzieży wymagającej tzw. prasowania na okrągło.
Stoły specjalistyczne

PRIMULA PFP kpl. – specjalistyczny stół do rozprasowywania długich szwów

PRIMULA PFS/S+B kpl. – specjalistyczny stół do prasowania podszewki, najlepiej wraz z zestawem do spryskiwania mgiełką wodną
Ergonomiczny i wydajny stół prasowalniczy powinien być wyposażony w:
- mocne odsysanie, jeśli to możliwe z regulacją jego siły
- nadmuch (opcjonalnie w zależności od potrzeb, szczególnie do prasowania końcowego)
- bardzo przydatny, często nieodzowny, odpowiedni prasulec dodatkowy
- płynną regulację wysokości
- zawiesie żelazka podnoszące wydajność i komfort pracy
- oświetlenie, jeśli brak wystarczającego w pomieszczeniu
- ogrzewanie powierzchni głównej i prasulców – nie powinno być włączane podczas pracy, ponieważ zimne powietrze lepiej utrwala efekt prasowania, można je włączać w przerwach, w celu wysuszenia wykładzin i obudowy stołu.
Do odzieży z dzianin warto rozważyć zastosowanie stołów z dolnym naparowywaniem, zwanych stołami do stabilizacji dzianin. Podobnie jak w przypadku prasowania tkanin, najbardziej przydatne są dwa rodzaje stołów:

BATTISTELLA URANO MAXI VAP – prostokątny stół do stabilizacji dzianin z naparowywaniem i odsysaniem, powierzchnia 170 x 80 cm, zalecany np. do stabilizacji skrojonych elementów, swetrów i innych wyrobów pakowanych "na płasko".

BATTISTELLA ANDROMEDA MAX VAP – stół prasowalniczy typu deska z naparowywaniem, odsysaniem i nadmuchem, powierzchnia prasowania 130 x 50 cm, stosowany do odzieży stabilizowanej na okrągło i sprzedawanej "na wisząco", np. zapinane swetry, spódnice itp.
Prasulce
Kształt, wielkość i dobre odsysanie dodatkowych prasulców odgrywają bardzo ważną rolę dla jakości i wydajności prasowania. Niestety ich rola jest często lekceważona, a właściciele firm ograniczają inwestycje do najpopularniejszego prasulca rękawowego. Jeśli szanujesz czas i siły własne lub swoich pracowników przyjrzyj się poniższym najczęściej stosowanym możliwościom.
PRIMULA F3 – prasulec do bluz bez rękawów lub np. do finish'u części biodrowej spodni
bez grzałki, średnica króćca 85 mm


PRIMULA F4/C – prasulec do rozprasowywania długich szwów (nogawki spodni)
grzałka 250 W, średnica króćca 85 mm

PRIMULA F2/C – prasulec do rozprasowywania szwów i prasowania rękawów reglanowych
grzałka 100 W, średnica króćca 85 mm

PRIMULA F9 – prasulec stalowy krawędziowy profilowany do szwów piersiowych
bez grzałki, średnica króćca 85 mm
Wykładzina na stół prasowalniczy
czyli odpowiednio dobrane z kilku (dwóch, trzech, a nawet czterech) warstw wyłożenie stołu lub prasulców, ułatwiające prasowanie. Dobrej klasy wykładzinę charakteryzuje:
- dopasowana do potrzeb elastyczność
- dobra przepuszczalność powietrza
- regularna (równomierna) porowatość
- odporność na temperaturę prasowania
- odporność na zabrudzenia i wilgoć
- odporność na czynniki mechaniczne
- szybkie odprowadzanie temperatury i odparowywanie wilgoci
- łatwość wymiany i możliwość prania pokryć zewnętrznych
Podstawowy kanon doboru odpowiednich wykładzin na stoły prasowalnicze brzmi:
- prasowanie międzyoperacyjne = wykładzina "twarda",
- prasowanie końcowe = wykładzina miękka.
W praktyce stosowane są następujące rozwiązania:
1. Prasowanie międzyoperacyjne małych elementów, rozprasowywanie szwów i zaszewek, zaprasowywanie podwinięć, zaprasowywanie łat kieszeni nakładanych itp.
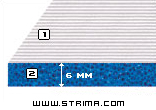
A. rozwiązanie kompromisowe – wykładzina dwuwarstwowa
- tkanina niebieska BLUE COVER 150 – dobrze przepuszcza powietrze, odporna mechanicznie
- filc poliestrowy igłowany V201 140/6 (6mm) (wady filcu: ograniczona przepuszczalność powietrza i trwałość, trudności z wysuszeniem)
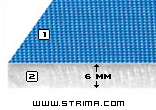
B. rozwiązanie bezkompromisowe – wykładzina dwuwarstwowa
- przeciwpołyskowa, utrudniająca poślizg, siatka poliestrowa VM220 175
- "twarda" pianka silikonowana ELASTIC ULTRA 8MM BLUE 150
C. rozwiązanie specjalne
kanty rozprasowuje się bezpośrednio na prasulcach stalowych bez wykładziny zmiękczającej (np. stójki koszul męskich)
2. Prasowanie końcowe – wykładzina powinna być miękka i elastyczna, aby uniemożliwić odbicia szwów i zgrubień. Jej dobór musi być bezkompromisowy. Zastosowanie tanich filców lub niewłaściwej tkaniny na pokrycie zewnętrzne zemści się problemami jakościowymi i stratą czasu, w efekcie koszty będą wyższe. Możliwości:
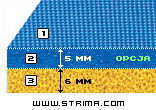
standardowa wykładzina dwu- lub trzywarstwowa
- tkanina niebieska BLUE COVER 150 – dobrze przepuszcza powietrze, odporna mechanicznie
- pianka poliestrowa ELASTIC STANDARD 5MM BLUE 130 (opcja) – nadaje się znakomicie jako druga (górna) pianka zmiękczająca. Jest tańsza od pianek silikonowanych, dlatego chętnie stosowana w przypadkach wymagających bardzo miękkiej wykładziny. Pamiętaj! Ta pianka nie zawiera silikonu, jest mniej odporna na temperaturę, dlatego nie powinna leżeć bezpośrednio na stole z grzałką.
- pianka silikonowana ELASTIC SOFT 6MM YELLOW 150 – odporna na temperaturę grzałki stołu, wilgoć i czynniki mechaniczne, dobrze zmiękcza powierzchnię prasowania
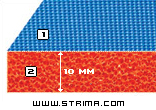
najlepsza efektywna wykładzina dwuwarstwowa
- tkanina niebieska BLUE COVER 150 – dobrze przepuszcza powietrze, odporna mechanicznie
- pianka silikonowana pomarańczowa ELASTIC MICRO 10MM ORANGE 150 – parametry dobrane specjalnie pod kątem najnowszych technologii produkcji odzieży. Specyficzna tylko dla tej pianki elastyczność umożliwia wydajne prasowanie bez ryzyka odbić – zarówno na stołach prasowalniczych jak i prasach
By otrzymać bezpłatny próbnik pianek napisz do nas (shop@strima.com)
Jak prasować?
Nieumiejętne prasowanie może szkodliwie zdeformować wyrób odzieżowy. Paradoksalnie, najczęściej negatywne skutki prasowania nie są efektem oszczędności, lecz nadużywania środków jakimi dysponuje prasujący. Wyśrubowane normy, a czasami chęć szybszego zakończenia pracy powodują:
- zwiększanie temperatury żelazka ponad granice wytrzymałości termicznej materiałów,
- nadużywanie siły nacisku na żelazko,
- zwiększanie strumienia pary ponad potrzeby wykonywanego procesu z jednoczesnym niewystarczającym (zbyt krótkim) odsysaniem wilgoci z materiału, czasami połączone z nieuzasadnionym włączaniem grzałki stołu podczas prasowania z nadmuchem lub odsysaniem.
W konsekwencji, natychmiast powstają problemy:
- odbarwienia lub nawet przypalenia, odklejenie włóknin nośnych
- niepożądane wybłyszczenia
- brak utrwalenia efektu prasowania i utrata (kilka godzin po prasowaniu) ładnego wyglądu odzieży
Są to poważne zagrożenia, tym bardziej że ich przyczyny powodują dodatkowe koszty dla właścicieli firm odzieżowych. A więc nie dość, że produkty są źle lub nietrwale wyprasowane, to dodatkowo proces prasowania pochłania więcej energii (więcej pary, wyższe temperatury żelazek, niepotrzebne ogrzewanie stołów podczas procesu prasowania). Jak powszechnie wiadomo koszty energii są wymierne i bardzo wysokie.
Niestety do dziś pokutuje u wielu "fachowców" od prasowania, równie słynne, co szkodliwe przekonanie, że żelazko musi być ciężkie, a mikrowyłącznik uruchamiający strumień pary naciska się chwytając żelazko i puszcza odkładając je po wyprasowaniu sztuki. Nic bardziej błędnego nie można wymyślić w teorii i praktyce prasowania żelazkiem, a... argument o ciężarze żelazka był dobry 60 lat temu, w czasach prasowania wszystkiego na kant i odzieży typu zbroja.
Ponadto ciężkie żelazko jest przeciwnikiem osoby prasującej, męczy ją i zniechęca do mądrej i efektywnej pracy. Nadużywanie pary można wyeliminować tłumacząc prasującym, że jej nadmiar ma zgubne skutki dla efektu prasowania. Chcąc ustalić czy w Państwa firmie nadużywa się pary lub ją niewystarczająco odsysa z prasowanej odzieży, wystarczy przeprowadzić eksperyment. (!) Najlepiej zabrać bezpośrednio z produkcji (kilka godzin po wyprasowaniu) gotowy wyrób, zamknąć go szczelnie w worku foliowym, który należy następnie położyć w ciepłym miejscu (latem na słońcu, zimą na kaloryferze). Mocne zaparowanie worka będzie oznaczało konieczność przeszkolenia osób prasujących. Najlepiej zacząć od informacji na temat regulacji ilości pary, którą zapewniają dzisiaj już wszystkie wytwornice i przyłącza centralnej pary.
Parametry, które rzeczywiście odgrywają istotną rolę dla jakości prasowania to:
- 1. odpowiednia temperatura żelazka i jakość pary (jeśli potrzebna)
- efekt » materiał zostaje zmiękczony i można go formować
- 2. oddziaływanie mechaniczne poprzez właściwy nacisk żelazka na materiał leżący na dopasowanym prasulcu
- efekt » materiał zostaje uformowany
- 3. usunięcie wilgoci z materiału poprzez dobre zimne odsysanie (w uzasadnionych przypadkach nadmuch)
- efekt » następuje utrwalenie prasowania i stabilizacja nadanej formy
Rytm prasowania jest bezpośrednio powiązany z prawidłowym stosowaniem powyższych parametrów. Optymalne prasowanie wymaga prawidłowego rytmu. Najczęściej jest to raz, dwa, trzy, przy czym:
- raz – lekkie naparowanie przy przesuwaniu żelazka do przodu
- dwa – cofanie żelazka bez użycia pary
- trzy – odsysanie
Jest to przykład klasycznego rytmu, który należy stosować zawsze tam, gdzie tylko można. Daje to lepsze rezultaty!
Odsysanie, a zatem chłodzenie, w trakcie nagrzewania i naparowywania materiału żelazkiem jest wręcz zabronione!
W wyjątkowych przypadkach podciśnienie wywołane odsysaniem może pomagać w układaniu elementów odzieży przed samą czynnością prasowania – lecz należy się liczyć ze skutkami schłodzenia. Stosując nadmuch, który tworzy poduszkę powietrzną, można jednocześnie gładzić materiał żelazkiem i naparowywać. Metoda dobra np. do prasowania podszewek, które zamiast parą spryskuje się powierzchniowo mgiełką wodną i gładzi suchym (nie parowym) żelazkiem.
Temperatura żelazka, jakość (wilgotność) pary i czas prasowania (nagrzewanie, odsysanie) zależą bezpośrednio od indywidualnych cech materiału. Ich odpowiedni dobór ułatwia prasowanie i podnosi jego efektywność. Poniżej ważne informacje ułatwiające to zadanie:
| materiał | ilość pary | wilgotność pary | temp. żelazka | typ nakładki na stopę żelazka | uwagi |
|---|---|---|---|---|---|
| bawełna | średnia | wilgotna | 180-220 | inox | mocno dociskaj |
| zamsz bawełniany | średnia | wilgotna | 180-220 | inox | unikaj docisku, w miarę możliwości prasuj od lewej strony na wykładzinie igiełkowej |
| len | duża | wilgotna | 215-230 | inox | stosuj długie odsysanie pary |
| wełna | duża | wilgotna | 160-170 | inox | |
| flausz | średnia | średnia | 170-190 | inox lub PTFE | unikaj docisku, w miarę możliwości prasuj od lewej strony na wykładzinie igiełkowej |
| jedwab | bardzo mała | średnia | 140-165 | PTFE | unikaj skroplin wody |
| wiskoza, modal | średnia | wilgotna | 150-180 | inox lub PTFE | |
| acetat | mała | sucha | 180-190 | PTFE | uważaj na wyświecenia! |
| jersey | mała | sucha | 140-150 | PTFE | uważaj na wyświecenia i przegrzanie! |
| poliester | bardzo mała | bardzo sucha | 160-200 | PTFE | |
| poliamid | mała | sucha | 150-160 | PTFE | |
| poliakryl | bardzo mała | sucha | 150-180 | PTFE | |
| elasthan | bardzo mała | sucha | 150-180 | PTFE | |
| popelina | bardzo mała | bardzo sucha | 180-220 | PTFE | stosuj długie odsysanie pary |
| bawełna + syntetyk | średnia | sucha | 160-170 | PTFE | |
| wełna + akryl | średnia | średnia | 160-180 | PTFE | |
| welur, sztruks | średnia | średnia | 180-190 | inox lub PTFE | unikaj docisku, gładź w jednym kierunku, w miarę możliwości od lewej strony na wykładzinie igiełkowej |
| dzianiny | średnia | wilgotna | 150-180 | PTFE | nie naciągaj! |
Odświeżanie
Jeśli prasujesz odzież na wisząco, zasłony, firany, gdy chcesz odświeżyć wyroby ze skóry, zamszu, meble tapicerskie czy dywany – użyj parowca. Parowce są niezastąpione w prasowaniu delikatnych materiałów z cekinami, koralikami, marszczeniami uniemożliwiającymi docisk żelazka. Idealnie nadają się do prasowania koszul z pralko-suszarek.
Dodatkowo – usuwa alergeny, zabija bakterie, grzyby oraz roztocza, neutralizuje zapachy.
- niespotykana wydajność, maksymalna moc 1.700 W
- unikalna, 9-cio stopniowa regulacja ilości pary za pomocą pilota (450 W – 1.700 W)
- obudowa i szczotka parowa wykonane z tworzywa odpornego na uszkodzenia
- wygodne napełnianie zbiornika
- specjalna nasadka do szczotkowania lub zaprasowywania kantów
- można stosować wodę z kranu, jednakże podczas intensywnej eksploatacji woda zmiękczona przedłuży bezobsługową pracę urządzenia


Pogotowie ratunkowe
Taniej zapobiegać niż naprawiać, jednakże jeśli, na skutek zastosowania niewłaściwej techniki, prasowana odzież uległa wyświeceniu lub odciśnięciu, można ją ratować przy pomocy:
SPEEDYSzczotka elektryczno parowa. Służy do tzw. finiszu, czyli ostatecznego wykańczania odzieży "na wisząco". Można nią odświeżyć odzież, ale także usunąć nierówności i wyświecenia, postawić włos, zebrać nitki i inne poprodukcyjne pozostałości. Nie należy przesadzać z parą, ponieważ jej nadmiar pozostanie w materiale co jak powiedzieliśmy wcześniej jest czynnikiem szkodliwym.

GLANZ TEUFEL - spray 250 ml
Środek do usuwania połysku z materiałów wyświeconych podczas prasowania. Sprawdza się szczególnie dobrze na ciemnych materiałach z włosem, które są właśnie najbardziej podatne na wyświecenia podczas prasowania. Preparat ten wielokrotnie już ratował całe partie wyświeconych ubrań. Najlepiej stosować go wraz z odpowiednią szczotką do zaczesywania i podnoszenia włosa.

Poszanowanie efektu prasowania?
Proces prasowania jest pracochłonny, kosztowny i decyduje o sukcesie sprzedaży. Warto więc zadbać o zachowanie jego efektu na długo. Bywa, że na produkcji z należytą atencją traktuje się odzież gotową, za to jej wyprasowane przed montażem elementy są niemiłosiernie poniewierane. To poważny błąd. Prasowanie końcowe może w połowie lub w jeszcze większej części polegać na usuwaniu szkód powstałych na skutek niewłaściwego prasowania międzyoperacyjnego. Dlatego:
- Wyprasowane elementy odzieży raczej odwieś pojedynczo, a nie odkładaj. Dzięki temu ulegną relaksacji, a wilgoć szczątkowa swobodnie odparuje.
- Zorganizuj tak proces montażu, aby np. rękawy po uformowaniu kuli trafiły do szwaczki "na wisząco".
- Unikaj rzucania na stosy lub wiązania w paczki wyprasowanych elementów.
PAMIĘTAJ!
- Prasowanie decyduje o ostatecznym wyglądzie ubioru.
- Prasowanie to proces kosztowny – prowadź go racjonalnie.
- Nie niszcz efektów prasowania i nie pozwalaj na to innym.
- Masz wątpliwości – zrób próbę.